|
 |
- 敬得擁有專業團隊,結合10年以上壓鑄及全製程生產經驗,並具備以客戶為導向、強烈企圖心及高度創新企業理念。
- 1998年5月DNV ISO 9002認證評審合格、2001年Q3通過DNV
QS9000審核合格 。2008年5月取得 TS16949
合格認證。
- 研發軟體含CAD/CAE/CAS,鎂鋁合金結構件厚度可達0.8~1.0m/m,外觀件可達1.0~1.2m/m(建議1.2m/m)。
- 高環保標準,無重金屬不用強酸強鹼系列表面處理,ANOMAG海外技術合作完成。
- 模具開發期為T1:45~50天。
|
  |
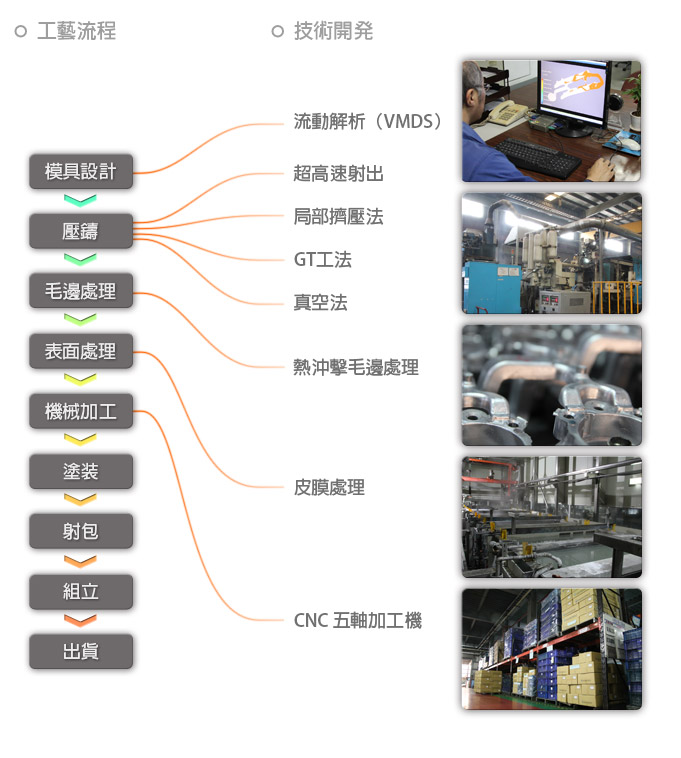
 全製程服務:從新產品開發、模具設計、壓鑄、表面加工、機械加工、塗裝、組立提供one stop 服務。 全製程服務:從新產品開發、模具設計、壓鑄、表面加工、機械加工、塗裝、組立提供one stop 服務。 |
 |
| 模流分析 |
| 技術特色 |
可準確模擬熔湯流動、填充、熱場、凝固等壓鑄關鍵因素。 |
| 特殊工法 |
|
| 優勢 |
- 高品質、高精度品提早量產
- 試作費用低減
- 試作時間縮短
|
| 與同業比較 |
|
|
|
|
|
| |
|
 |
|
 |
 |
 |
 |
 |
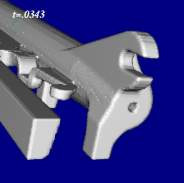
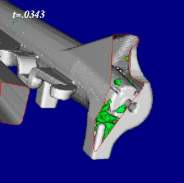
| 解析實例 |
流動解析結果
捲氣缺陷部位剖面 |
實物剖面 |
|
 |
 |
|
|
|
| |
|
|
| 超高速射出 |
| 技術特色 |
適用於薄件,高速充填外觀品質較佳。 |
| 特殊工法 |
採用敬得自行研發GS工法,加工精度嚴苛. |
| 優勢 |
取代原砂模產品,可降低成本, 與客戶共享. |
|
 |
|
|
|
| |
|
|
| 真空法 |
| 技術特色 |
模具內部抽真空,減少空氣殘留,降低砂孔發生。 |
| 特殊工法 |
壓鑄及毛邊處理兩者均採用特殊設備及工法. |
| 優勢 |
目前已開模具超過100組,累積的經驗豐富,加工後不良率低於1%. |
|
 |
|
|
|
| |
|
|
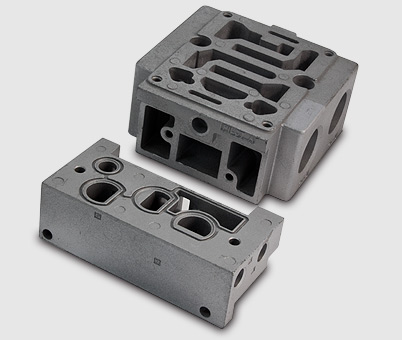
| 局部加壓法 |
| 技術特色 |
模具內鋁湯凝固前再擠壓,減少縮孔,適用耐壓件與厚件。 |
| 特殊工法 |
用特殊GS工法防止熱縮發生. |
| 優勢 |
組織緊密,可耐高壓. |
|
 |
|
|
|
| |
|
|
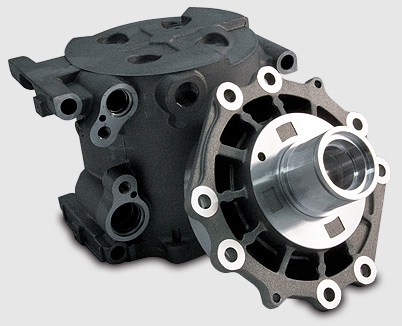
| GT工法 |
| 技術特色 |
適用於薄件,高速充填外觀品質較佳。 |
| 特殊工法 |
運用 GT工法, 成功控制砂孔及真圓度,並逐步取代鍛造工法. |
| 優勢 |
加工非常繁複,不良率已控制在1%以下,深獲得終端客戶Canon讚許. |
|
 |
|
|
|