| |
 |
 |
 汽車零件 汽車零件 |
| 產品名稱 |
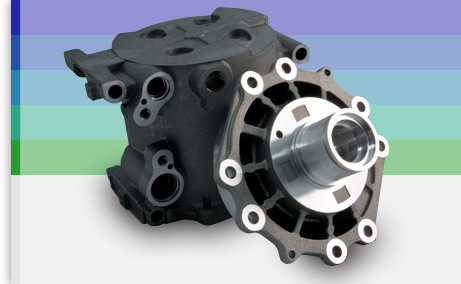
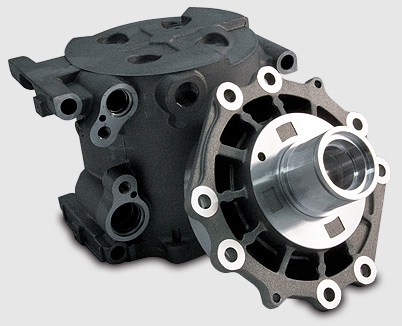
方向機柱外殼 |
| 特性說明 |
鎂合金產品,取該材質有吸震效果.
形狀複雜,六面需精加工,相關位置度要求高.
模具設計困難. |
| 特殊工法 |
全自動化CNC五軸加工流程 ,每個工序設備均有精密的防錯及偵錯措施, 更備有完善的總合檢具確保最終品質 |
| 優勢 |
設備加工精度高,專線自動化設立 |
|
 |
 |
 |
|
| |
|
|
| 汽車零件 |
| 產品名稱 |
引擎托架 |
| 特性說明 |
需耐拉升強度需至少55KN.
並需服符合49KN壓縮,變行量不得超過0.2%. |
| 特殊工法 |
全自動化設備,從壓鑄至成品採用一個”流”設計,自動偵測牙深設備 |
| 優勢 |
防錯措施完備,產能大於它廠. |
|
 |
|
|
|
| |
|
|
| 汽車零件 |
| 產品名稱 |
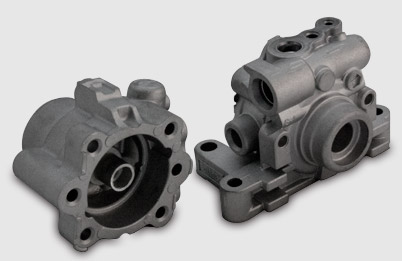
轉向動力泵 |
| 特性說明 |
有砂孔氣密要求嚴謹.
耐高壓80kg以上. |
| 特殊工法 |
用特殊GS工法防止熱縮發生. |
| 優勢 |
組織緊密,可耐高壓. |
|
 |
|
|
|
| |
|
|
| 汽車零件 |
| 產品名稱 |
方向盤 |
| 特性說明 |
輕量化鎂製品,需通過嚴格耐撞擊測試. |
| 特殊工法 |
特殊模具設計,防止變形. |
| 優勢 |
有別於鋁合金,可減震,另外更可減重, 降低油耗. |
|
 |
|
|
|
| |
|
|
| 汽車零件 |
| 產品名稱 |
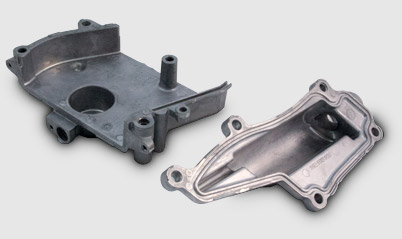
引擎零件 |
| 特性說明 |
氣密要求. |
| 特殊工法 |
運用自行研發GT工法,降低砂孔率. |
| 優勢 |
加工精度高, cpk>1.66 |
|
 |
|
|
|
| |
|
|
| 汽車零件 |
| 產品名稱 |
冷氣壓縮機 |
| 特性說明 |
氣密要求,防止冷媒外卸. |
| 特殊工法 |
採用敬得自行研發GS工法,加工精度嚴苛. |
| 優勢 |
取代原砂模產品,可降低成本, 與客戶共享. |
|
 |
|
|
|
| |
|
|
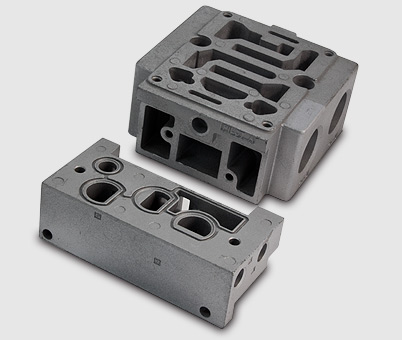
| 電機閥体 |
| 產品名稱 |
氣動閥閥體 |
| 特性說明 |
氣密要求嚴謹,使用GT 自行研發特殊壓鑄工法降低砂孔產生.
內孔毛邊要求嚴格,採用熱沖擊設備,瞬間爆破除毛邊. |
| 特殊工法 |
壓鑄及毛邊處理兩者均採用特殊設備及工法. |
| 優勢 |
目前已開模具超過100組,累積的經驗豐富,加工後不良率低於1%. |
|
 |
|
|
|
| |
|
|
| DIY 工具類 |
| 產品名稱 |
氣動打釘槍組件 |
| 特性說明 |
鎂合金製品,符合手持輕量以及減振效果.
氣密要求嚴謹. |
| 特殊工法 |
自行研發GT工法,需耐120PSI,使用Bulher高階設備生產, 國際級大廠Bostitch, Dewalt, Makita, Hitachi均為敬得客戶. |
| 優勢 |
已開模具超過100種,經驗豐富並可提供至射包組立完成. |
|
 |
|
|
|
| |
|
|
| DIY 工具類 |
| 產品名稱 |
電動工具機釘槍組件 |
| 特性說明 |
鎂合金製品,符合手持輕量以及減振效果 |
| 特殊工法 |
自行研發GT工法,需耐120PSI,使用Bulher高階設備生產, 國際級大廠Bostitch, Dewalt, Makita, Hitachi均為敬得客戶. |
| 優勢 |
已開模具超過100種,經驗豐富並可提供至射包組立完成. |
|
 |
|
|
|
| |
|
|
| 光學零件 |
| 產品名稱 |
相機鏡頭座 |
| 特性說明 |
肉薄,真圓度要求高, 砂孔要求嚴謹. |
| 特殊工法 |
運用 GT工法, 成功控制砂孔及真圓度,並逐步取代鍛造工法. |
| 優勢 |
加工非常繁複,不良率已控制在1%以下,深獲得終端客戶Canon讚許. |
|
 |
|
|
|
| |
|
|
| 自行車零件 |
| 產品名稱 |
避震前叉外管 |
| 特性說明 |
輕量化鎂製品,圓筒狀肉薄,
使用特殊模具結構成形. |
| 特殊工法 |
運用特殊模具結構克服變形問題, 此為保安部品,組織結構是重點需求. |
| 優勢 |
充填完整, 強度佳. |
|
 |
|
|
|
| |
|
|
| 自行車零件 |
| 產品名稱 |
油壓煞車組 |
| 特性說明 |
氣密要求嚴謹,塗裝需耐煞車油加熱100°. |
| 特殊工法 |
運用GT 、GS工法生產,加工面粗度要求嚴良率已達97%. |
| 優勢 |
加工面粗度它廠不及,自動化生產線規劃. |
|
 |
|
|
|