|
 |
- 敬得は専門家チームを持って、ダイカストと全プロセスの10年以上経験があり、お客様志向をもとに、野心が強く、創意に富む経営理念があります。
- 1998年5月にDNV ISO 9002認証を取得し、2001年Q3にDNV QS9000認証を取得し 、2008年5月にTS16949認証を取得しました。
- CAD/CAE/CAS ソフトウェアの自行研発があり、マグネシウム合金薄肉部品の厚みは0.8~1.0m/mまで達成する可能、外観部品は1.0~1.2m/mまで可能(1.2m/mを推奨)。
- 高い環保標準で、重金属と強酸と強塩のない表面処置を実施しており、ANOMAGとの海外技術提携が合意されました。
- 金型開発リードタイムは約45-50日間。
|
  |
 全プロセスのサービス:新產品開発から、金型設計、ダイカスト、表面加工、機械加工、塗装、組立まで一貫のサービス。 全プロセスのサービス:新產品開発から、金型設計、ダイカスト、表面加工、機械加工、塗装、組立まで一貫のサービス。 |
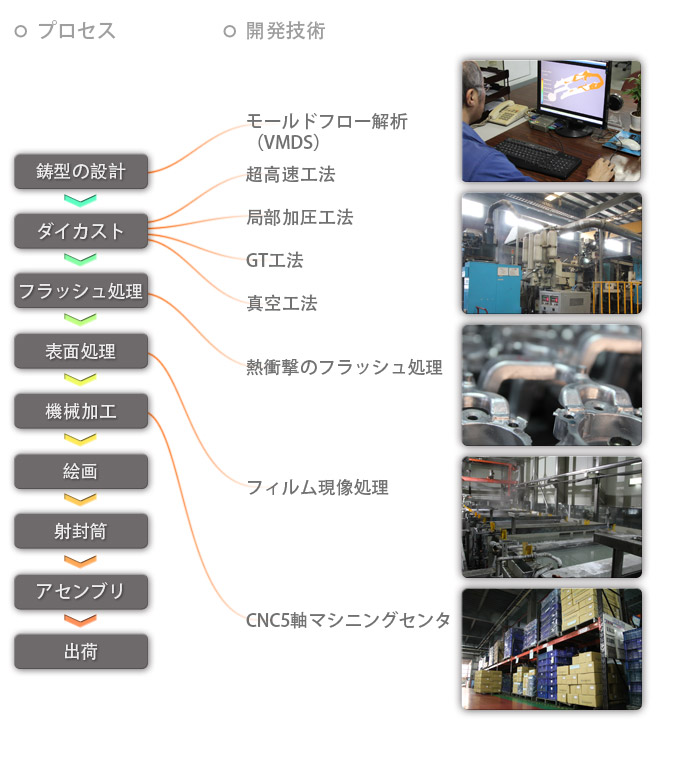 |
| モールド
フロー解析 |
| 技術特長 |
溶湯の流れ、充填、凝固、溶融、温度などダイカストの要因をシミュレションできます。 |
| 優勢 |
- 高品質、高精度品を早めに量產
- 試作費用の低減
- 試作日程の短縮
|
|
|
|
|
| |
|
 |
|
 |
 |
 |
 |
 |
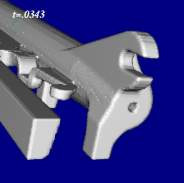
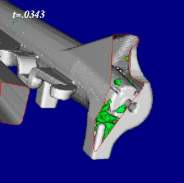
| 解析の実例 |
流動解析結果
ガスの巻き込み鋳巣の断面 |
部品断面 |
|
 |
 |
|
|
|
| |
|
|
| 超高速工法 |
| 技術特長 |
薄肉部品に適用、高速充填で外観見栄が良い。 |
| 特殊工法 |
自行開発のGT工法で厳しい精度要求を達成。 |
| 優勢 |
元の砂型鋳造品を置換えて、コスト低減し、客様の型を共用することができます。 |
|
 |
|
|
|
| |
|
|
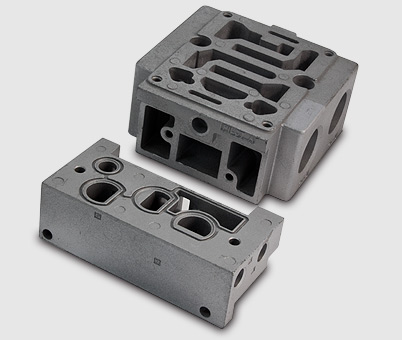
| 真空工法 |
| 技術特長 |
金型内を真空状態に減圧し、鋳巣を低減。 |
| 特殊工法 |
圧鋳とバリ処理は特殊な設備と工法で作業 |
| 優勢 |
金型を100セット以上開発した経験があり、加工後の不良率は1%以下。 |
|
 |
|
|
|
| |
|
|
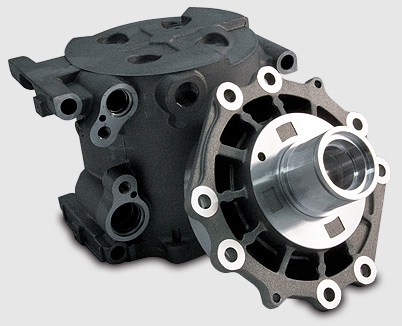
| 局部加圧工法 |
| 技術特長 |
型の中で溶湯を充填し凝固過程中に再加圧する方法。耐圧品と厚肉品に適用。 |
| 特殊工法 |
特殊GS工法で熱収縮を防止。 |
| 優勢 |
組織最適化、耐高圧性が良い。 |
|
 |
|
|
|
| |
|
|
| GT工法 |
| 技術特長 |
薄肉部品に適用、高速充填で外観見栄が良い。 |
| 特殊工法 |
GT工法の運用により、 鋳巣低減と真円度を達成し、段々に鍛造作業を置換え。 |
| 優勢 |
加工は非常に複雑が、不良率は1%以下になり、エンドユーザー賞賛に深くアクセスです。 |
|
 |
|
|
|