| |
 |
 |
 自動車部品 自動車部品 |
| 製品名称称 |
キー ハウジング |
| 特長説明 |
マグネシウム合金材料で振動吸収効果が良好。
複雑な形状で六面の高精度加工が必要。
金型設計が困難。 |
| 特殊工法 |
全自動CNC五軸加工プロセスで、各工程のエラーの検出/防止と総合検具で高品質を確保。 |
| 優勢 |
高精度加工設備で専用ラインを設置。 |
|
 |
 |
 |
|
| |
|
|
| 自動車部品 |
| 製品名称 |
エンジン ブラケット |
| 特長説明 |
引っ張り強度は55KN以上。
49KN圧縮力での変形量は0.2%以下。 |
| 特殊工法 |
ダイカストからねじ山の確認までの全自動一貫設備 |
| 優勢 |
エラー防止対策は完備。産能は他社より大きい。 |
|
 |
|
|
|
| |
|
|
| 自動車部品 |
| 製品名称 |
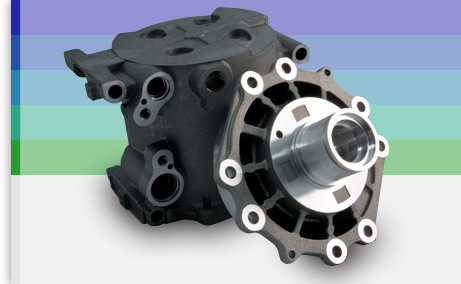
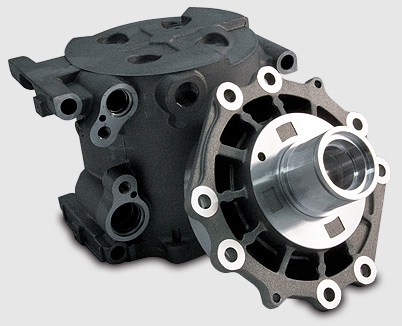
パワーステアリングポンプ |
| 特長説明 |
鋳巣の気密要求が厳格。
高圧80kg以上。 |
| 特殊工法 |
特殊なGS工法より熱縮を防止 |
| 優勢 |
組織最適化、耐高圧性が良い。 |
|
 |
|
|
|
| |
|
|
| 自動車部品 |
| 製品名称 |
ステアリング‐ホイール |
| 特長説明 |
軽量化のマグネシウム製品は、厳格な衝撃試験に満足が必要。 |
| 特殊工法 |
特殊な金型を設計し、変形を防止。 |
| 優勢 |
アルミ合金と比べて、衝撃吸収性と重量低減と燃費低減は可能。 |
|
 |
|
|
|
| |
|
|
| 自動車部品 |
| 製品名称 |
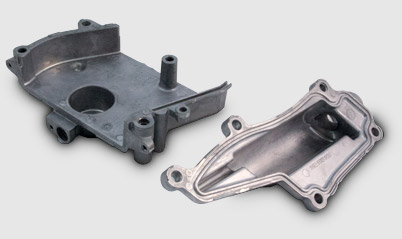
エンジン部品 |
| 特長説明 |
気密要求。 |
| 特殊工法 |
自行開発のGT工法で鋳巣の発生率を低減。 |
| 優勢 |
高精度加工、CPK>1.66 |
|
 |
|
|
|
| |
|
|
| 自動車部品 |
| 製品名称 |
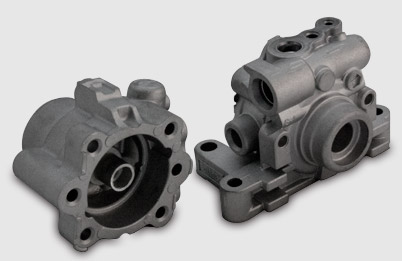
エアコン用コンプレッサー |
| 特長説明 |
気密要求で冷媒の漏れを防止。 |
| 特殊工法 |
自行開発のGT工法で厳しい精度要求を達成。 |
| 優勢 |
元の砂型鋳造品を置換えて、コスト低減を客様とシェア。 |
|
 |
|
|
|
| |
|
|
| モータ本体 |
| 製品名称 |
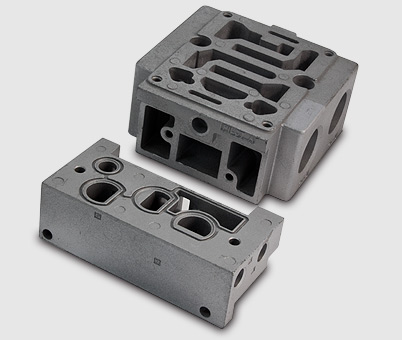
空気圧バルブ本体 |
| 特長説明 |
気密要求が厳しく、自行開発のGT工法で鋳巣を最少化。
穴にバリなし要求により、熱衝撃設備で瞬間バリをなくす。 |
| 特殊工法 |
ダイカストとバリのなくしは特殊な設備と工法で処置。 |
| 優勢 |
金型を100セット以上開発した経験があり、加工後の不良率は1%以下。 |
|
 |
|
|
|
| |
|
|
| DIYツール |
| 製品名称 |
空気圧釘銃 コンポーネント |
| 特長説明 |
マグネシウム合金製品で、手持の軽量と振動低減要求に満足。
気密要求厳格。 |
| 特殊工法 |
自行開発のGT工法はBulherの設備より120PSIで生產。国際で有名なBostitch、 Dewalt、 Makita、 Hitachiは敬得の客様です。 |
| 優勢 |
金型を100セット以上開発した経験があり、ダイカスト製品をアセンブリで提供可能。 |
|
 |
|
|
|
| |
|
|
| DIYツール |
| 製品名称 |
電動ツール コンポーネント |
| 特長説明 |
マグネシウム合金製品で、手持の軽量と振動低減要求に満足。 |
| 特殊工法 |
自行開発のGT工法はBulherの設備より120PSIで生產。国際で有名なBostitch、 Dewalt、 Makita、 Hitachiは敬得の客様です。 |
| 優勢 |
金型を100セット以上開発した経験があり、ダイカスト製品をアセンブリで提供可能。 |
|
 |
|
|
|
| |
|
|
| 光学部品 |
| 製品名称 |
カメラレンズホルダー |
| 特長説明 |
薄肉、真円度の要求が高く 鋳巣の要求が厳格。 |
| 特殊工法 |
GT工法の運用により、 鋳巣低減と真円度を達成し、段々に鍛造作業を置換え。 |
| 優勢 |
加工は非常に複雑が、不良率は1%以下になり、客様Canonの賞賛を得た。 |
|
 |
|
|
|
| |
|
|
| 自転車パーツ |
| 製品名称 |
サスペンション コンポーネント |
| 特長説明 |
軽量化マグネシウム製品、円筒状の薄肉部品
特殊な金型の構造で成型。 |
| 特殊工法 |
保安部品ので、組織構造は要求重点であり、特殊な金型の構造で解決可能。 |
| 優勢 |
適合な充填で、強度が良い。 |
|
 |
|
|
|
| |
|
|
| 自転車パーツ |
| 製品名称 |
油圧ブレーキ コンポーネント |
| 特長説明 |
気密要求が厳格のため、塗装はブレーキ オイルで100°Cまでに耐熱性が必要。 |
| 特殊工法 |
粗さの要求が厳格が、GT/GS生産工法で良率は97%に達成した。 |
| 優勢 |
加工面粗さは他競争社より良い。
全自動化一貫生產ライン。 |
|
 |
|
|
|