|
 |
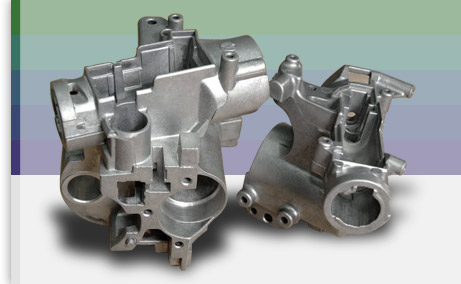
- 敬得拥有专业团队,结合10年以上压铸及全制程生产经验,并具备以客户为导向、强烈企图心及高度创新企业理念。
- 1998年5月DNV ISO 9002认证评审合格、2001年Q3通过DNV
QS9000审核合格 。2008年5月取得 TS16949
合格认证。
- 研发软件含CAD/CAE/CAS,镁铝合金结构件厚度可达0.8~1.0m/m,外观件可达1.0~1.2m/m(建议1.2m/m)。
- 高环保标准,无重金属不用强酸强碱系列表面处理,ANOMAG海外技术合作完成。
- 模具开发期为T1:45~50天。
|
  |
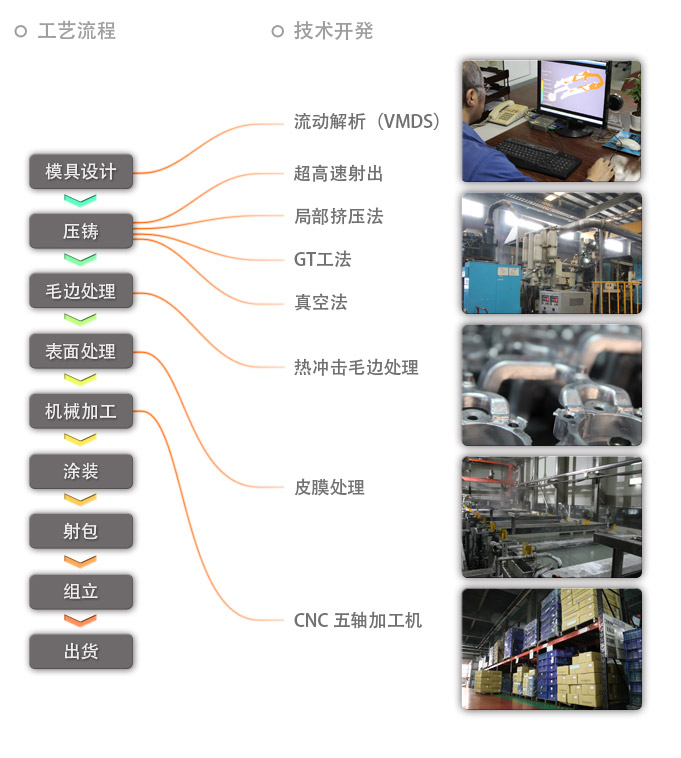
 全制程服务:从新产品开发、模具设计、压铸、表面加工、机械加工、涂装、组立提供one stop 服务。 全制程服务:从新产品开发、模具设计、压铸、表面加工、机械加工、涂装、组立提供one stop 服务。 |
 |
| 模流分析 |
| 技术特色 |
可准确模拟熔汤流动、填充、热场、凝固等压铸关键因素。 |
| 特殊工法 |
|
| 优势 |
- 高质量、高精度品提早量产
- 试作费用低减
- 试作时间缩短
|
| 与同业比较 |
|
|
|
|
|
| |
|
 |
|
 |
 |
 |
 |
 |
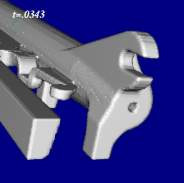
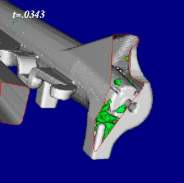
| 解析实例 |
流动解析结果
卷气缺陷部位剖面 |
实物剖面 |
|
 |
 |
|
|
|
| |
|
|
| 超高速射出 |
| 技术特色 |
适用于薄件,高速充填外观质量较佳。 |
| 特殊工法 |
采用敬得自行研发GS工法,加工精度严苛. |
| 优势 |
取代原砂模产品,可降低成本, 与客户共享. |
|
 |
|
|
|
| |
|
|
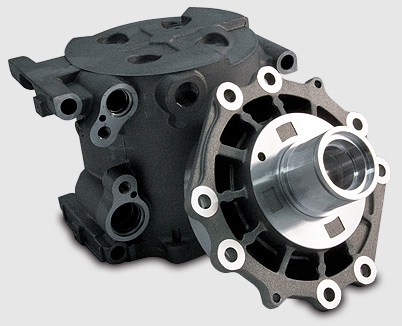
| 真空法 |
| 技术特色 |
模具内部抽真空,减少空气残留,降低砂孔发生。 |
| 特殊工法 |
压铸及毛边处理两者均采用特殊设备及工法. |
| 优势 |
目前已开模具超过100组,累积的经验丰富,加工后不良率低于1%. |
|
 |
|
|
|
| |
|
|
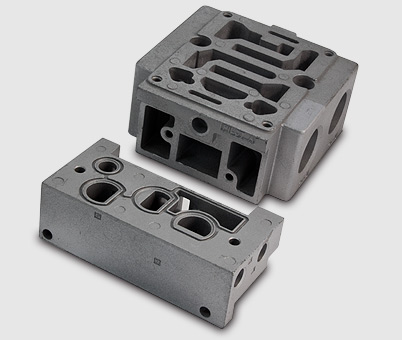
| 局部加压法 |
| 技术特色 |
模具内铝汤凝固前再挤压,减少缩孔,适用耐压件与厚件。 |
| 特殊工法 |
用特殊GS工法防止热缩发生. |
| 优势 |
组织紧密,可耐高压. |
|
 |
|
|
|
| |
|
|
| GT工法 |
| 技术特色 |
适用于薄件,高速充填外观质量较佳。 |
| 特殊工法 |
运用 GT工法, 成功控制砂孔及真圆度,并逐步取代锻造工法. |
| 优势 |
加工非常繁复,不良率已控制在1%以下,深获得终端客户Canon赞许. |
|
 |
|
|
|