| |
 |
 |
 汽车零件 汽车零件 |
| 产品名称 |
方向机柱外壳 |
| 特性说明 |
镁合金产品,取该材质有吸震效果.
形状复杂,六面需精加工,相关位置度要求高.
模具设计困难. |
| 特殊工法 |
全自动化CNC五轴加工流程 ,每个工序设备均有精密的防错及侦错措施, 更备有完善的总合检具确保最终质量 |
| 优势 |
设备加工精度高,专线自动化设立 |
|
 |
 |
 |
|
| |
|
|
| 汽车零件 |
| 产品名称 |
引擎托架 |
| 特性说明 |
需耐拉升强度需至少55KN.
并需服符合49 kn压缩,变行量不得超过0.2%. |
| 特殊工法 |
全自动化设备,从压铸至成品采用一个”流”设计,自动侦测牙深设备 |
| 优势 |
防错措施完备,产能大于它厂. |
|
 |
|
|
|
| |
|
|
| 汽车零件 |
| 产品名称 |
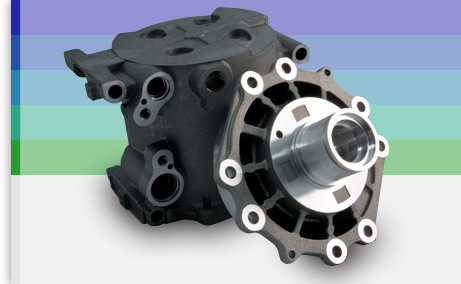
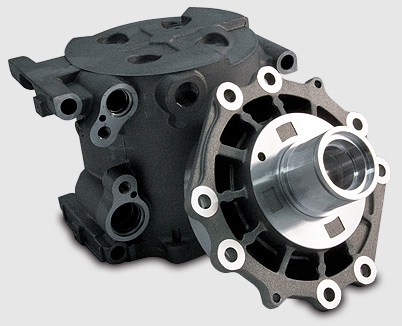
转向动力泵 |
| 特性说明 |
有砂孔气密要求严谨.
耐高压80kg以上. |
| 特殊工法 |
用特殊GS工法防止热缩发生. |
| 优势 |
组织紧密,可耐高压. |
|
 |
|
|
|
| |
|
|
| 汽车零件 |
| 产品名称 |
方向盘 |
| 特性说明 |
轻量化镁制品,需通过严格耐撞击测试. |
| 特殊工法 |
特殊模具设计,防止变形. |
| 优势 |
有别于铝合金,可减震,另外更可减重, 降低油耗. |
|
 |
|
|
|
| |
|
|
| 汽车零件 |
| 产品名称 |
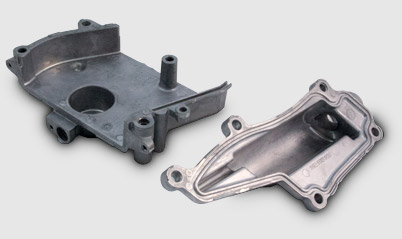
引擎零件 |
| 特性说明 |
气密要求. |
| 特殊工法 |
运用自行研发GT工法,降低砂孔率. |
| 优势 |
加工精度高, cpk>1.66 |
|
 |
|
|
|
| |
|
|
| 汽车零件 |
| 产品名称 |
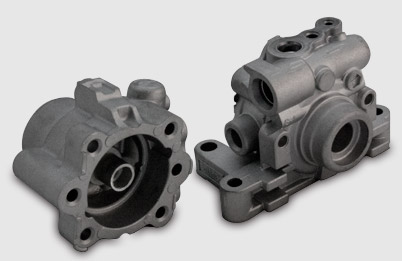
冷气压缩机 |
| 特性说明 |
气密要求,防止冷媒外卸. |
| 特殊工法 |
采用敬得自行研发GS工法,加工精度严苛. |
| 优势 |
取代原砂模产品,可降低成本, 与客户共享. |
|
 |
|
|
|
| |
|
|
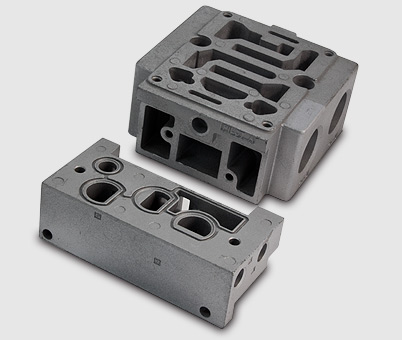
| 电机阀体 |
| 产品名称 |
气动阀阀体 |
| 特性说明 |
气密要求严谨,使用GT 自行研发特殊压铸工法降低砂孔产生.
内孔毛边要求严格,采用热冲击设备,瞬间爆破除毛边. |
| 特殊工法 |
压铸及毛边处理两者均采用特殊设备及工法. |
| 优势 |
目前已开模具超过100组,累积的经验丰富,加工后不良率低于1%. |
|
 |
|
|
|
| |
|
|
| DIY 工具类 |
| 产品名称 |
气动打钉枪组件 |
| 特性说明 |
镁合金制品,符合手持轻量以及减振效果.
气密要求严谨. |
| 特殊工法 |
自行研发GT工法,需耐120PSI,使用Bulher高阶设备生产, 国际级大厂Bostitch, Dewalt, Makita, Hitachi均为敬得客户. |
| 优势 |
已开模具超过100种,经验丰富并可提供至射包组立完成. |
|
 |
|
|
|
| |
|
|
| DIY 工具类 |
| 产品名称 |
电动工具机钉枪组件 |
| 特性说明 |
镁合金制品,符合手持轻量以及减振效果 |
| 特殊工法 |
自行研发GT工法,需耐120PSI,使用Bulher高阶设备生产, 国际级大厂Bostitch, Dewalt, Makita, Hitachi均为敬得客户. |
| 优势 |
已开模具超过100种,经验丰富并可提供至射包组立完成. |
|
 |
|
|
|
| |
|
|
| 光学零件 |
| 产品名称 |
相机镜头座 |
| 特性说明 |
肉薄,真圆度要求高, 砂孔要求严谨. |
| 特殊工法 |
运用 GT工法, 成功控制砂孔及真圆度,并逐步取代锻造工法. |
| 优势 |
加工非常繁复,不良率已控制在1%以下,深获得终端客户Canon赞许. |
|
 |
|
|
|
| |
|
|
| 自行车零件 |
| 产品名称 |
避震前叉外管 |
| 特性说明 |
轻量化镁制品,圆筒状肉薄,
使用特殊模具结构成形. |
| 特殊工法 |
运用特殊模具结构克服变形问题, 此为保安部品,组织结构是重点需求. |
| 优势 |
充填完整, 强度佳. |
|
 |
|
|
|
| |
|
|
| 自行车零件 |
| 产品名称 |
油压煞车组 |
| 特性说明 |
气密要求严谨,涂装需耐煞车油加热100°. |
| 特殊工法 |
运用GT 、GS工法生产,加工面粗度要求严良率已达97%. |
| 优势 |
加工面粗度它厂不及,自动化生产线规划. |
|
 |
|
|
|